

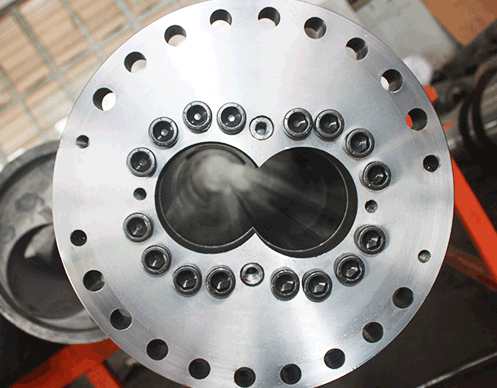
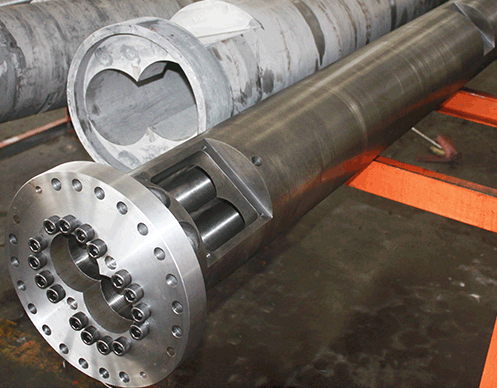
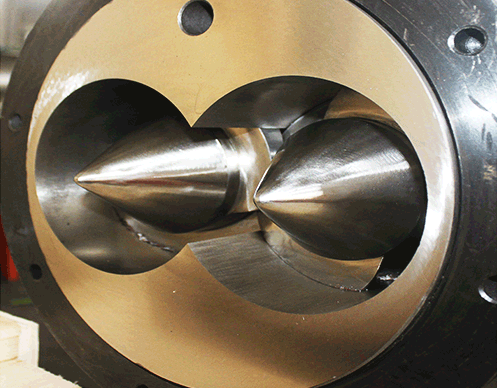
由于目前塑胶管材市场的激烈竞争,以致于对我们挤出设备的产量和性能提出了更高的要求。螺杆采用分离型螺杆与混炼元件的优化组成,机筒采用沟槽机筒与加长喂料段的优化设计。通过分离型螺杆和沟槽机筒的结合使用,可以获得以下优势:物料的熔融过程得到优化,从而提高挤出产量。实现了物料熔体在较低温度的挤出。通过隔离间隙内确定的剪切作用,使物料达到了良好的均化。
1.规格
Φ65/2~Φ150/2
长径比:16-35
螺杆压缩比能根据不同产品和不同配方进行设计
2.基底材质
1) 38CrMoAlA(JIS SACM645)
2) 42CrMo(AISI 4140)
3) 4Cr5MoSi V1 (JIS SKD-61)
3.处理工艺
调质,定性,氮化处理。
4.技术参数
氮化深度: 0.50mm-0.80mm
氮化硬度: 850-1000HV
氮化脆性: ≤ 1级
表面粗糙度: Ra 0.4
螺杆直线度: 0.015mm

