


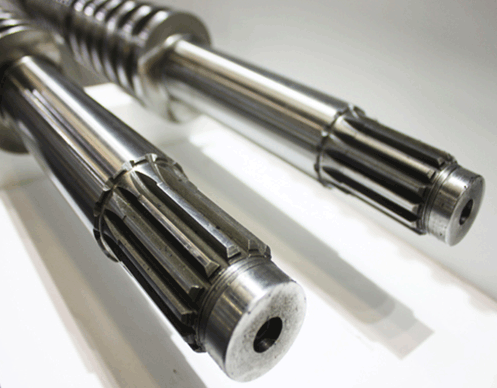
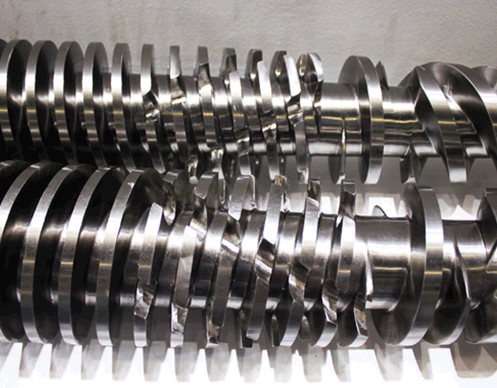
由于目前塑胶管材市场的激烈竞争,以致于对我们挤出设备的产量和性能提出了更高的要求。螺杆采用分离型螺杆与混炼元件的优化组成,机筒采用沟槽机筒与加长喂料段的优化设计。通过分离型螺杆和沟槽机筒的结合使用,可以获得以下优势:物料的熔融过程得到优化,从而提高挤出产量。实现了物料熔体在较低温度的挤出。通过隔离间隙内确定的剪切作用,使物料达到了良好的均化。
1.材料和工艺
优质的38CrMoAIA(41CrAIMO7)
优质的双相不锈钢
锌3#钢
优质粉末冶金材料
冷、热喷涂硬金属工艺
先进渗氮工艺
耐腐蚀、耐磨双金属喷涂工艺
2.技术参数
调制硬度:HB240~280
氮化硬度:HV850~1000
氮化层深度:0.45~0.7mm
氮化脆度:≤一级
表面粗糙度:Ra0.4
螺杆直线度:0.015mm
氮化后表面镀铬层硬度:≥900HV
镀铬层厚度:0.05~0.10mm
双合金硬度:HRC58~67
双合金深度:0.8~2.0mm
3.规格
Φ45/90, Φ45/100, Φ50/105, Φ51/105, Φ55/110, Φ55/120,Φ58/124, Φ60/125, Φ65/120, Φ65/132, Φ68/143, Φ70/135,Φ70/140, Φ75/150, Φ80/143, Φ80/156, Φ92/188,Φ110/220
以上为标准规格,可根据客户要求来定制;螺杆压缩比能根据不同产品和不同配方进行设计。
4.基底材质
1)38CrMoAlA(JIS SACM645)
2)42CrMo(AISI 4140)
3)4Cr5MoSi V1 (JIS SKD-61)
5.处理工艺
调质,定性,氮化处理。

